
Fits your needs
OTC FD-V8
Description



Technical specification
Specification
| FD-V8 | |||||||||
| Structure | Vertical articulated type | ||||||||
| Number of Axes | 6 | ||||||||
| Max. Payload Capacity | 8 kg | ||||||||
| Positional Repeatabilty | ±0.08 mm (note1) | ||||||||
| Drive System | AC Servomotor | ||||||||
| Drive Capacity | 3016 W | ||||||||
| Position Feedback | Absolute Encoder | ||||||||
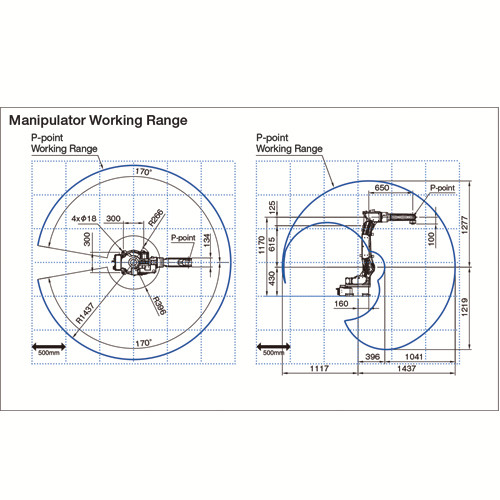
| Working Range | Arm | J1 (Rotation) | ±170° (±50°) (Note 2) | ||||||
| J2 (Lower Arms) | -155°~+90° | ||||||||
| J3 (Upper Arms) | -170°~+190° | ||||||||
| Wrist | J4 (Swing) | ±180° | |||||||
| J5 (Bending) | -50°~+230° | ||||||||
| J6 (Twist) | ±360° (Note 3) | ||||||||
| MaximumSpeed | Arm | J1 (Rotation) | 4.19 rad/s {240°/s} (3.32 rad/s {190°/s}) (Note 2) | ||||||
| J2 (Lower Arms) | 4.19 rad/s {240°/s} | ||||||||
| J3 (Upper Arms) | 4.01 rad/s {230°/s} | ||||||||
| Wrist | J4 (Swing) | 7.50 rad/s {430°/s} | |||||||
| J5 (Bending) | 7.50 rad/s {430°/s} | ||||||||
| J6 (Twist) | 11.00 rad/s {630°/s} | ||||||||
| Wrist Allowable Load | Allowable Moment | J4 (Swing) | 17.6 N·m | ||||||
| J5 (Bending) | 17.6 N·m | ||||||||
| J6 (Twist) | 7.8 N·m | ||||||||
| Allowable Moment of Inertia | J4 (Swing) | 0.43 kg·m² | |||||||
| J5 (Bending) | 0.43 kg·m² | ||||||||
| J6 (Twist) | 0.09 kg·m² | ||||||||
| Arm Cross sectional Area | 3.11 m² x 340° | ||||||||
| Ambient Condition | Temp : 0 to 45℃, Hmd:20 to 80% RH (No Condensation) | ||||||||
| Mass ( weight ) | 140 kg | ||||||||
| Upper Arm Payload Capacity | 10 kg (Note 6) | ||||||||
| Installation Type | Floor, wall, or ceiling | ||||||||
| Paint Color | White (Munsell notation 10GY 9/1) | ||||||||
Versatile Manipulator for all Welding Applications.
Achievement of motion performance that excels competitors for the improvement of productivity and welding performance
- Increase of the maximum speed by up to 40% reducing the tact time of robot movement!
- Smoother movement for Arc start point improving the welding performance of the arc starting point!
- Decreased number of maintenance parts by motor standardization!
Fitting your needs
PRODUCTS

Microcomputer thyristor control type CO2 / MAG automatic welding machine Excellent workability & boasts robustness Ultimate new basic model


Synergic control One-Knob synergic control provides appropriate arc voltage for the welding current selected.














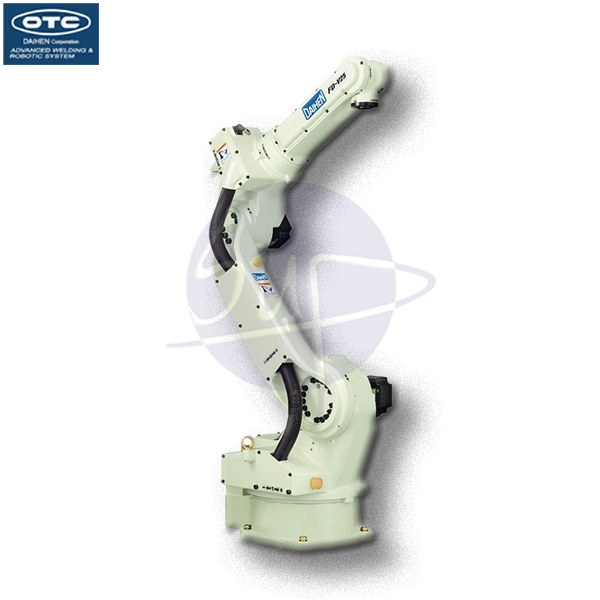



is a state-of-the-art industrial robot designed to meet the demands of modern automation, Compact & high-performance

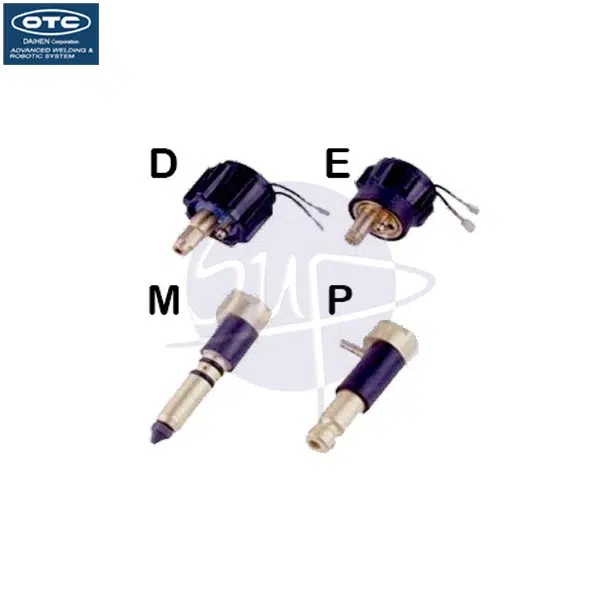

- Basic Function. Conduction of electricity with attaching tip. Supply of gas to nozzle. Specifications. Tip Body. Orifice – Baffle · Torch Body.

- Electric Insulation of nozzle (It is no problem if a nozzle touch on a base metal)

- It uniform the gas flow (laminar flow). It prevents short-circuit by spatter between noozle and tip body.


- MAG-tip has a further larger mass and largely-enhanced thermal capacity compared to T-tip.

- Standard Tip for CO2/MAG welding (normally-installed tip for Blue Torch Ⅱ)

Simple and excellent Durable structure … m Excellent operability as it is lightweight




Plasma welding machine Depending on the original torch structure Correspondent to stable and wide current range!




Ideal DC Arc welding machine with stable arc and less spatter by adopting high quality IC-Thyristor technology

- is ideal DC Arc welding machine with stable arc and less spatter by adopting high quality IC-Thyristor technology


High welding quality and high efficiency for mild steel, stainless steel,
nickel alloy with DC TIG, Pulsed DC TIG and DC Stick as standard modes.







New Compact Machine of D-series for multi purpose all materials such as steel, stainless steel and aluminum.

The Pinnacle of High-quality Thin Plate Welding Achieve highly efficient, high quality TIG-like bead appearances for MIG Applications

Further evolution of our high quality welding performance low spatter and low heat input CO2 /MAG welder



Welding Torch WT5000 S / M / L. Super ergonomic grip for easy operation
Microcomputer thyristor control type CO2 / MAG automatic welding machine Excellent workability & boasts robustness Ultimate new basic model
Synergic control One-Knob synergic control provides appropriate arc voltage for the welding current selected.
